
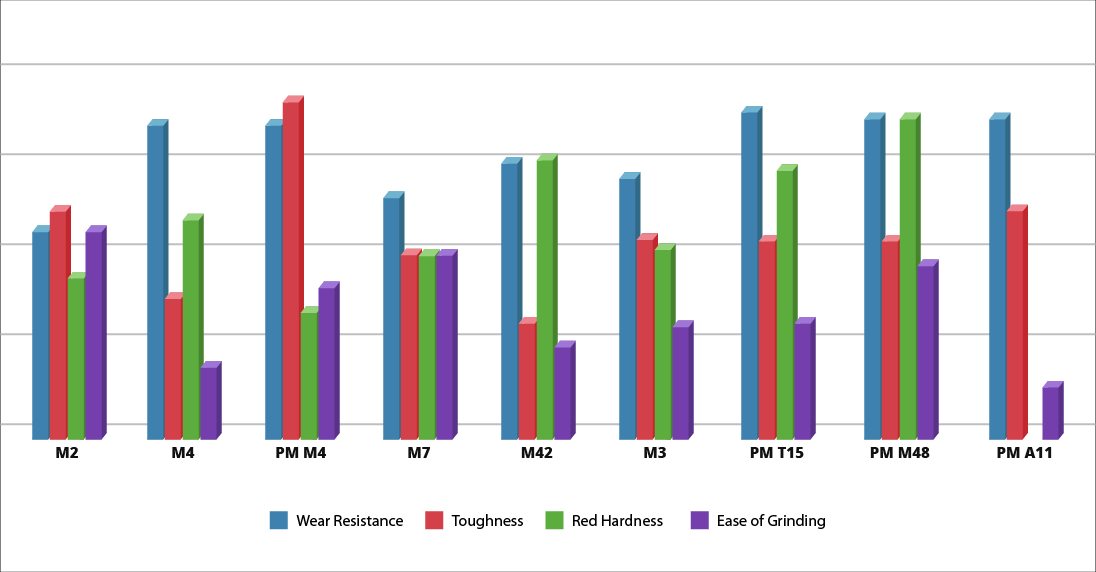
PM A11 high-speed steel is a versatile tool and die steel which provides extremely high wear-resistance in combination with relatively high impact toughness. A large volume of hard vanadium carbides provides the high wear-resistance. PM A11 offers substantially better wear-resistance than the high-carbon, high-chromium die steels such as D2 and D7. Many advantages we see when using this steel in cold work tooling applications are ease of grinding, improved response to heat treatments and cost effectiveness.
Other Known Names: CPM® 10V®, AISI A11
Griggs Steel Color Code:Ocean Blue
Punches, Extrusion Tooling, Slitter Knives, Cold Work Tooling.
Density
0.298 lb/in3 (8256 kg/m3)
Specific Gravity
8.26
Modulus Of Elasticity
31 x 106 psi (214 GPa)
Machinability
10-15% of a 1% carbon steel
| Maximum | Typical | ||||||
|---|---|---|---|---|---|---|---|
| Carbon | Chromium | Tungsten | Molybdenum | Vanadium | Cobalt | Annealed | Tempered |
| C | Cr | W | Mo | V | Co | Hb | HrC |
| 2.45 | 5.25 | .5 max | 1.3 | 9.75 | .5 max | 255 | 63 |
| Annealing | Preheat | Austenitizing | Quench | Tempering |
|---|---|---|---|---|
| Temp | Temp | Temp | Medium | Temp |
| °F | °F | °F | °F | |
| 1600 | 1500/1550 | 1850/2150 | Salt/Oil/Atm | 1040 |
Heat rapidly from the preheat, typically by transferring to a second furnace.
For Optimum Wear Resistance
For Balance of Wear Resistance and Toughness
For Maximum Toughness and minimum distortion in cooling
Air, pressurized gas, warm oil, or salt. Sections less than 3” thick may be air cooled to maximum hardness. Sections 3” thick or more must be quenched at a faster rate, using one of the methods below, to attain maximum hardness. For pressurized gas, the furnace should have a minimum quench pressure of 4 bars. The quench rate to below 1000°F (538°C) is critical to obtain the desired properties.
For oil, quench until black, about 900°F (482°C), then cool in still air to 150-125°F (66-51°C). For salt maintained at 1000-1100°F (538-593°C), equalize in the salt, then cool in still air to 150-125°F (66-51°C).
Temper immediately after quenching.
Typical temperature range is 1000-1100°F (538-593°C). Do not temper below 1000°F (538°C). Hold at temperature for 2 hours then air cool to ambient temperature. Triple tempering is required is required when austenitized at 2100°F (1149°C) or higher.
Annealing must be performed after hot working and before re-hardening
Heat at a rate not exceeding 400°F per hour (222°C per hour) to 1600°F (871°C), and hold at temperature for 1 hour per inch (25.4 mm) of thickness, 2 hours minimum. Then cool slowly with the furnace at a rate not exceeding 30°F per hour (17°C per hour) to 1000°F (538°C). Continue cooling to ambient temperature in the furnace or in air.